blogs
Qtech Technology Co., Ltd
SMT / DIP / PCB assembly /
Testing / BGA reworking
QUOTE
close
SMT / DIP / PCB assembly /
Testing / BGA reworking

Nowadays, electronic products are becoming more and more miniaturized, but perforated plug-in components can no longer be reduced, integrated circuit boards have no space to punch holes, and in-line soldering components are increasingly unable to meet actual needs in actual production, so SMT surface mount technology came into being.
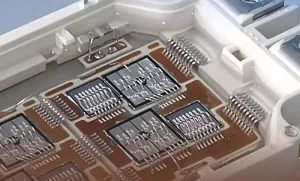
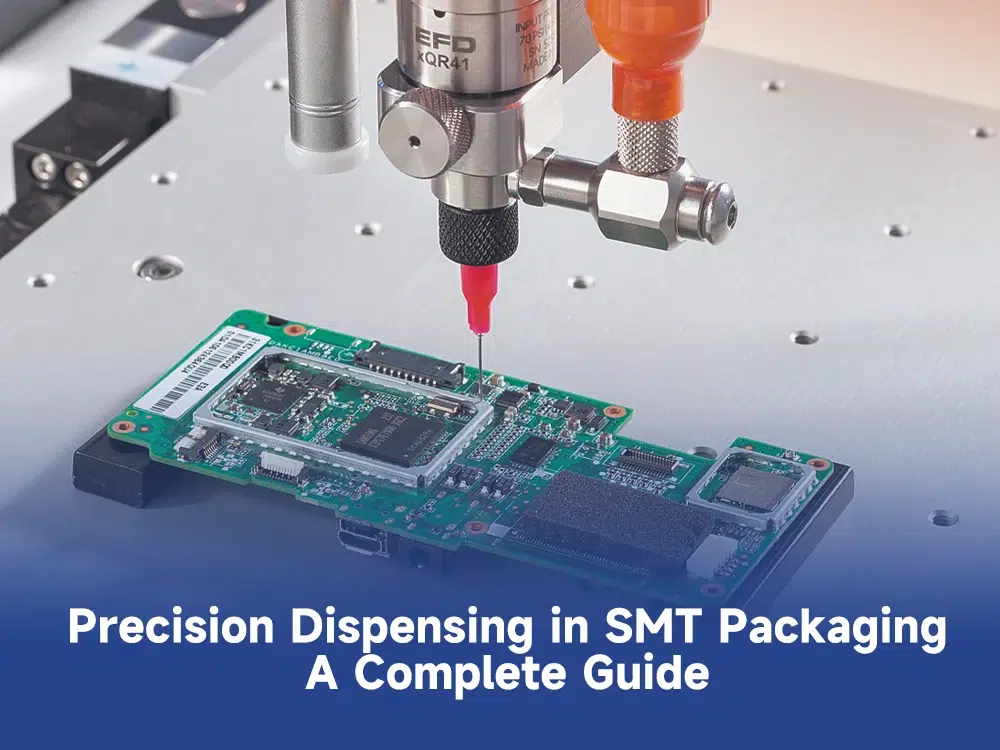
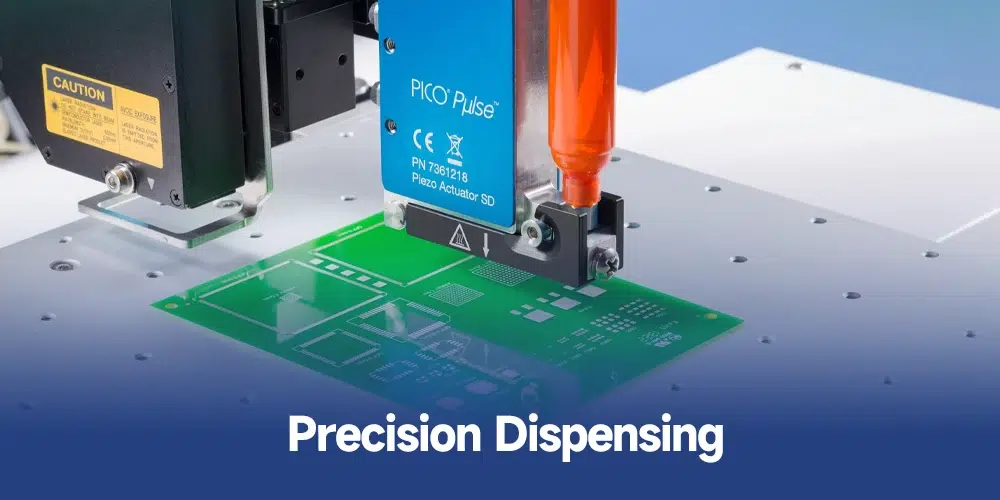
As an important process in SMT assembly, precision dispensing is to pre-coat an adhesive on the PCB board where the patch needs to be mounted to fix the patch components.
Precision dispensing can be classified into two technologies: contact type, where the glue head contacts the dispensing product. Non-contact, such as jetting, where there is no physical contact between the dispenser tip and the dispensed product.
(1) Stencil printing
While the glue is being applied, a squeegee wipes the glue across the stencil, allowing the glue to pass through the holes and onto the plate. The accuracy of the template parameters has a direct impact on the effect.
(2) Contact dispensing
In needle nozzle dispensing, a precision motion system moves the needle nozzle to a position, and the precise dispensing height is achieved through the precision dispensing system. Use time/pressure valves, screw pumps, or positive position pump techniques to control the amount of adhesive.
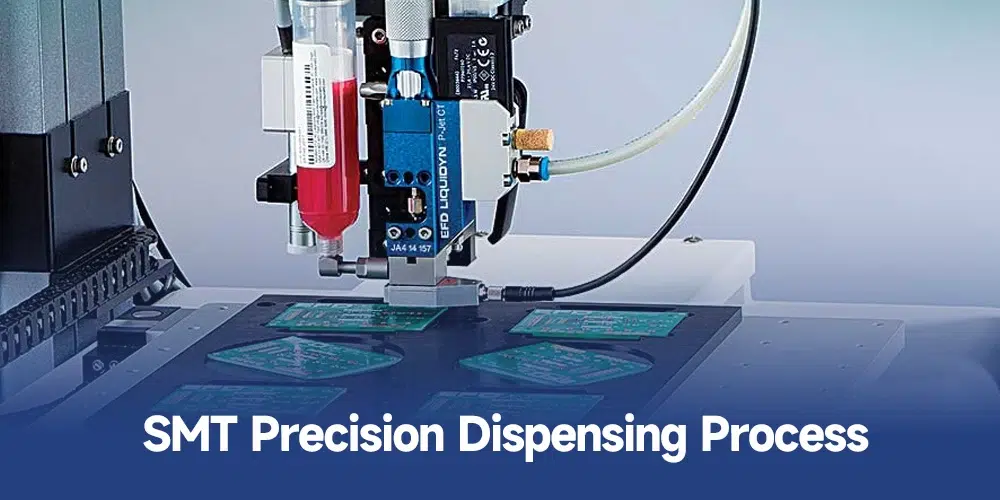
(3) Non-contact jet dispensing
Jetting technology adds new efficiencies to selective dispensing by eliminating vertical motion and physical contact between the dispensing head and board. Instead of touching the substrate downwards with each dispensing motion, the dispensing head operates at a consistent height, spraying a precise amount of glue at each required location.
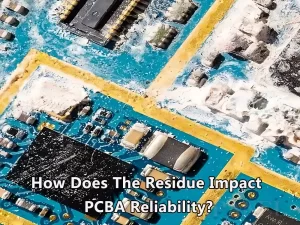
In the production process of circuit boards with mixed assembly structure of components, dispensing is one of the important processes. The fewer links of manual control operation in the dispensing production process, the higher the production yield, and the lower the rework rate and return rate.
The rich accumulation of industrial applications such as reliable precision dispensing solutions and fluid control solutions has become a key factor in achieving high-quality, high-yield production.
(1) Viscosity
Glue viscosity determines the fluid control scheme configuration. If the viscosity is high, the glue dots will become smaller or even stringy; if the viscosity is low, the glue dots will become larger and may bleed into the pad. During the dispensing process, choose a reasonable pressure and dispensing speed for glue with different viscosities.
(2) The amount of glue
The size and amount of glue droplets should be determined according to the size and weight of the components. The diameter of the glue point should be half of the pad spacing, so as to ensure that there is enough glue to bond the components and avoid too much glue dipping the pads. The amount of glue dispensed is determined by the length of glue dispensing and the amount of glue dispensed.
(3) Dispensing position of surface mount adhesive
There are two types of surface mount adhesive that are cured by light or heating. The technical requirements for applying light-curing and thermosetting surface mount adhesive are also different.
(4) Dispensing pressure
The dispensing machine applies pressure to the dispensing needle and barrel to ensure that enough glue is squeezed out. Too much pressure will easily result in too much glue; too little pressure will cause intermittent dispensing. The pressure should be selected based on the quality of the glue and the working environment.
(5) The size of the dispensing nozzle
The inner diameter of the dispensing nozzle should be 1/2 of the diameter of the dispensing point. During the dispensing process, the dispensing nozzle should be selected according to the size of the PCB pad. For example, the size of the pads of 0805 and 1206 is not much different, and the same needle can be selected. However, different dispensing nozzles must be selected for different pads, which can not only ensure the quality of glue dots but also improve production efficiency.
(6) Distance between the dispensing nozzle and the PCB board
The distance between the nozzle and the PCB board is an important factor in ensuring the appropriate aspect ratio of the glue dots. Generally speaking, the diameter-to-height ratio should be approximately 3:1 for low-viscosity materials and 2:1 for high-viscosity solder pastes.
(7) Glue temperature
Generally, epoxy resin glue should be stored in a refrigerator at 0 to 5°C, and should be taken out half an hour in advance before use to ensure that the glue fully matches the working temperature. The use temperature of the glue should be 23-25°C. The ambient temperature has a great influence on the viscosity of the glue. If the temperature is too low, the glue spots will become smaller and stringing will appear. A difference of 5°C in the ambient temperature will cause a 50% change in the dispensing volume, so the ambient temperature should be controlled.
(8) Curing of surface mount adhesive
After the surface mount adhesive is applied, the components are mounted. At this time, the surface mount adhesive needs to be cured to fix the components on the circuit board. There are many ways to cure the surface mount adhesive, and there are three typical methods: